一、公司简介
贵州百灵企业集团制药股份有限公司是一家集苗药研发、生产、销售于一体的医药上市公司,2010年6月,在深圳证券交易所成功上市,荣获“中国苗药第一股”的美誉。公司拥有片剂、胶囊剂、糖浆剂、软胶囊剂、颗粒剂、丸剂、散剂、喷雾剂、煎膏剂、酊剂、滴丸剂、大容量注射剂、小容量注射剂12个剂型的GMP生产线,167个“国药准字”批准文号药品,17个“国药准字”的苗药文号,占全国苗药文号的11%,位居全国第一。截止2019年底,获得授权专利136项,其中,发明专利56件,实用新型专利30件,外观设计专利48件,拥有17个具有发明专利的苗药品种。
二、绿色工厂建设情况
公司于2018年成功申报贵州省省级绿色工厂,荣获省级绿色工厂荣誉,2019年成功申报国家级绿色工厂,荣获国家级绿色工厂荣誉。
(一)规范管理,建立健全公司管理制度。2019年3月,经过相关专家现场审核并通过能源、质量、职业健康安全、环境管理体系认证,取得能源、质量、职业健康安全、环境管理体系证书。公司以“遵守法规,科学实施,维护环境,持续改善”、“遵守法规,珍惜能源,提高能效,持续改进”作为环保、节能工作方针,持续绿色制造、绿色发展的战略目标。
(二)公司坚持在节能降耗、清洁生产、保护环境方面持续改进。目前,公司已完成两轮清洁生产审核工作,共计投入2500多万元,实施清洁生产方案60余项,建设废水、废气、固废等环保治理设施,对燃煤锅炉,冷凝水回收、污水处理风机、制冷系统、能源管理等进行改造。
使用清洁能源,推行绿色发展,实施锅炉煤改气。公司严格遵循“清洁生产,保护环境”的原则,积极推进煤改气。2017年新建12台CZI-4000GS型全自动立式4t/h天然气蒸汽锅炉,于2020年9月彻底淘汰2台20t/h煤锅炉。现使用清洁能源及配套群控技术的蒸汽锅炉,根据负荷变化自动启停,可精准有效控制蒸汽的产量,减少能源浪费,降低生产成本。
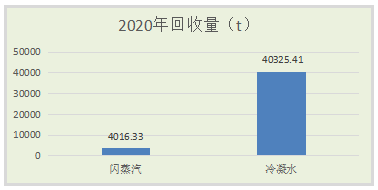
余热回收装置改造。公司逐步实施了4#楼、8#楼、10#楼、11#楼的余热回收改造,将蒸汽冷凝水回收至锅炉站补充并加热锅炉给水,同时将其中的二次闪蒸汽抽吸回供至末端用热设备。大量节约了水资源,同时充分利用了二次闪蒸汽及冷凝水的余热,2020年回收冷凝水和蒸汽量见下图,折合经济效益218万元。
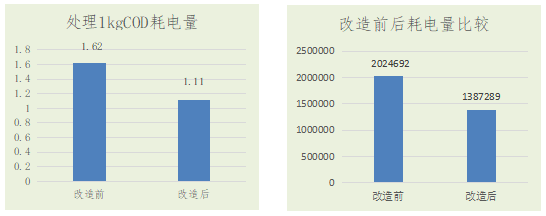
污水站磁悬浮风机改造。2018年对污水站曝气系统进行改造,将3台罗茨风机更换为磁悬浮风机。 磁悬浮鼓风机自带智能变频控制,可实现恒压、恒流量、溶解氧连锁等多种控制,达到降噪、智能控制,降低能耗的同时提高了污水处理效率,有效降低了公司生产成本。改造前、后1kgCOD处理电耗见下图,按2020年COD处理量1249.81t计算,2020年节约电费38.8万元。
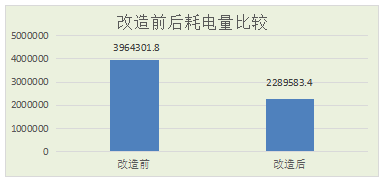
空调系统自控升级改造。利用机房群控控制功能,通过设置在空调水供回水总管道上的温度传感器、流量计,测量当前实际冷负荷,从而计算空调末端的冷负荷——自动选择运行冷机的实际台数及运行负荷,实现冷水系统的智能控制,减少了无效功耗,降低了运行成本。改造前、后年运行电量见下图,折合经济效益年节约85.4万元。
建设能源管理中心。公司成立能源管理办公室,建立能源管理中心,实行企业、车间、重点工序(设备)三级计量管理体系,制订了从能源采购、计量、统计、生产使用全过程管理和定额考核等一系列的能源管理制度,并以经济责任制的方式严格考核,把能耗指标细化到各种产品、工序、班组,使能源、资源的使用达到可视、精细管理。

三、持续推行项目绿色改造
(一)中药提取车间改造项目。乙醇回收率达95%左右,冷却水循环利用率提升至97%,浓缩工序余热能利用率提升至60%以上,生产成本降低30%。
(二)中水提标项目。使出水水质指标达到《城市污水再生利用 工业用水水质》表1中敞开式循环冷却水系统补充水水质标准,回用于生产过程中。
(三)药渣发酵制沼资源化利用项目。年综合利用药渣6.5万t、污泥7200t、秸秆1.1万t,减排CO21.1万t,年产沼气649.8万m3/a,实现药渣废弃物的全部资源化利用。

厂区照片





